Otimização da utilização de energia na produção dos fios
Setor: Têxteis
Processo: Fiação
Subprocesso: Não aplicável
Descrição
A eletricidade é o principal tipo de energia utilizada na fiação. Os fatores que mais afetam o consumo de energia na produção de fio são a velocidade das máquinas, a massa linear (ou seja, a espessura) e a torção do fio e a temperatura das etapas que envolvem tratamento térmico (por exemplo, vaporização).
A figura seguinte apresenta os vários componentes de uma máquina de fiação, mais precisamente do contínuo de fiação.
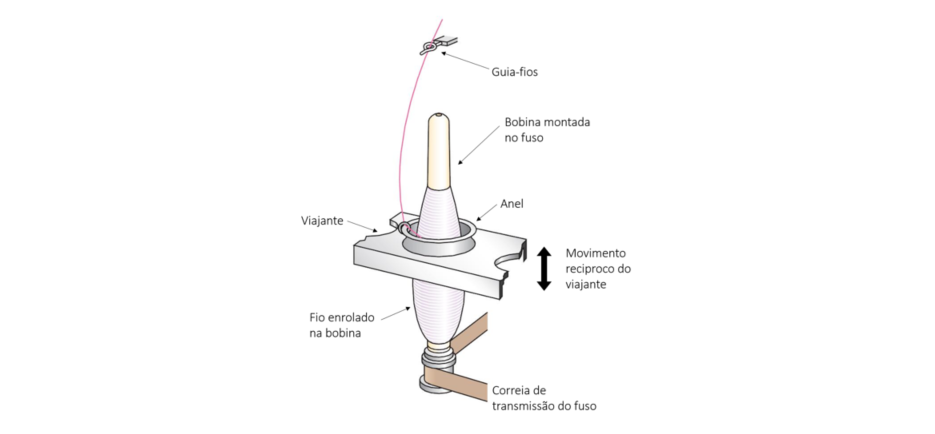
Esquema de fiação em anel.
Cardação
1. Utilização de uma máquina de cardar de alta velocidade com um menor consumo específico de energia.
Torção
2. Instalação de um detetor fotoelétrico de paragem de movimento, em vez de um detetor pneumático de tubo de aspiração.
Contínuo de fiação de anel convencional e compact
3. Utilização de fusos e canelas mais leves na estrutura do anel, que requerem menos energia para serem movimentados;
4. Utilização de óleo eficiente para fusos, incorporando um agente dispersante;
5. Garantia de um nível ótimo de óleo nos fusos, uma vez que um nível excessivo pode causar resistência na rotação do fuso;
6. Utilização de uma correia sintética no fuso;
7. Otimização do diâmetro do anel tendo em conta a massa linear do fio. Um anel maior implica a utilização de uma canela maior e mais pesada, o que aumenta o consumo de energia;
8. Redução da energia para humidificar o ar ambiente da área de fiação, reduzindo o volume do espaço (por exemplo, com um teto inferior);
9. Instalação de motores eficientes;
10. Instalação de ventiladores de sucção eficientes para a recolha de fibras soltas;
11. Contínuo de fiação de anéis de alta velocidade com menor consumo específico de energia;
12. Instalação de um arrancador progressivo (soft starter) em acionamentos de motores que assegura uma aceleração gradual dos motores dos contínuos de fiação de anéis.
Bobinagem
13. Instalação de variadores de frequência em bobinadeiras;
14. Funcionamento em modo intermitente enquanto se substituem os cones vazios.
Tratamento térmico (Vaporização/Humidificação)
15. Substituição do sistema de aquecimento elétrico por um sistema de aquecimento a vapor para a secagem do fio, reduzindo a utilização global de energia.
Potencial de Poupança de Energia
Os potenciais de poupança de energia de algumas das medidas referidas em cima são apresentados na tabelaem seguida.
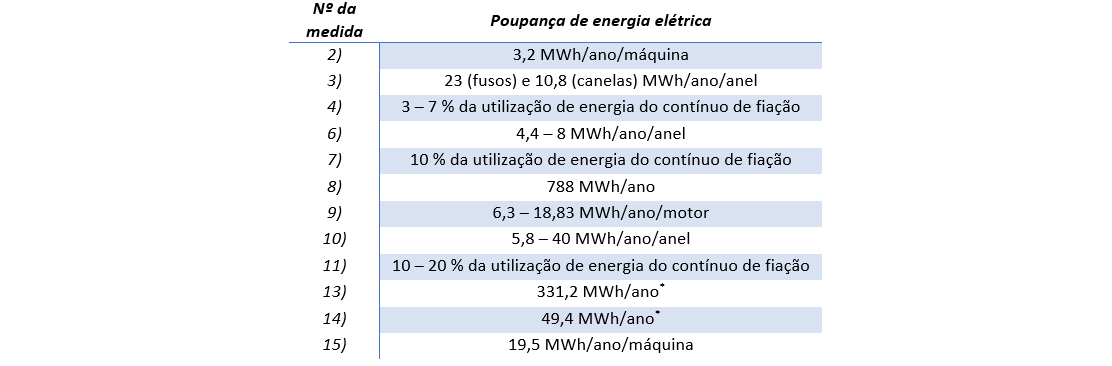
*O número de bobinadeiras não foi reportado.
Custos de Investimento
Os custos de investimento algumas das medidas referidas em cima, e respetivos tempos de retorno, encontram-se na tabela em seguinda.
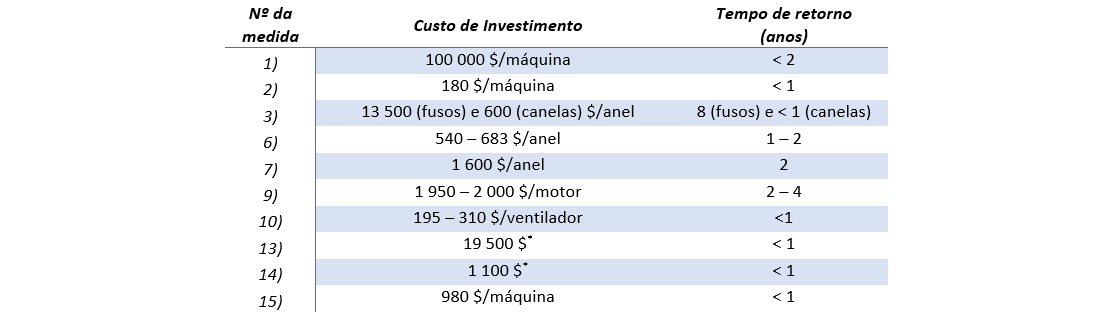
*O número de bobinadeiras não foi reportado.
Estudo de Caso 22
Substituição dos secadores a ar comprimido na Fiação B por novos mais eficientes na fábrica da Riopele
Estudo de Caso 25
Substituição do secador de fio por um novo mais eficiente na fábrica da Riopele
Estudo de Caso 26
Substituição de sete autoclaves de fio por novas mais eficientes na fábrica da Riopele
Estudo de Caso 27
Substituição de dois contínuos e duas bobinadeiras por novas mais eficientes na fábrica da Riopele
Estudo de Caso 28
Substituição de quatro cardas por novas mais eficientes na fábrica da Riopele
Estudo de Caso 29
Substituição de nove laminadores por novos mais eficientes na fábrica da Riopele